热压机设备专业制造商-易拓ETOOL欢迎您! 客服热线:13714720278

双头恒温热压机采用日本SMC气动元件及高精密运动部件;内置PID温度自整定功能模块,温度精准;采用精密增压双缸结构,压力精准.适合各类 品牌:手机、平板电脑、车载导航、电子书、查询机、和液晶屏的生产加工

双头恒温热压机产品图片
1、恒温加热,采用进口温控系统,确保温度控制精确、稳定
2、采用先进的段控控温系統,可灵活设置各段加温状态. 对温度、时间等参数能高精度地加以控制。
3、升温迅速稳定,局部瞬时加热方式能良好地抑制对周围元器件的热影响。
4、智能型触摸式人机界面,采用可编程控制(PLC)控制系统,240x128 LCD显示,同时显示多种内容。
5、两组高倍同轴光镜头摄像下对位,使对位精度更准确,确保生产品质。

6、本机设计紧凑合理,具有低功耗、高效率、高精度等特点。
7、系统自动检测、异常报警显示功能,使设备保养维护更快捷。
8、适用于各种高精度TAB,TCP,压接
9、直流输出,焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
10、具有温度失常、监控值超限、网压超限、过热等故障诊断与报警功能。
11、两段加热设定,带温度缓升缓降功能,时间宽范围设定(0-250ms),适用复杂焊接过程需要。
12、较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口,便于自动焊使用。
13、响应速度快,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
14、热电偶的闭环在线反馈控制提高温控的精确度。

双头恒温热压机使用实拍
1、我司具有国内企业所不具备的焊接工艺技术;拥有10多年的压力焊研究,对材料和焊接工艺有着非常深度的理解,完全有可能助你找到最佳的焊接解决方案;
2、选择和我们合作,你不仅仅是购买了我们的焊接设备,你更加有了一个焊接工艺团队为你提供一流的焊接技术指导。焊接是设备+工艺+服务!
2、企业规模大,是国内最大的高频逆变式脉冲热压机制造厂家。拥有自己的生产工厂和研发室。
3、售后服务好,公司有接近20个研发及工艺工程师,对售后服务能作出及时处理。我们的宗旨是不仅仅提供一流的设备,更需要提供一流的工艺技术支持和快速响应的售后服务。

恒温热压机生产设备展示
| 型号 | ET-02 | ET-03 | ET-04 |
| 输入电压(V) | 220V | 220V | 3~380V |
| 负载持续率(%) | 20 | 20 | 20 |
| 额定功率(kVA) | 6 | 10 | 12 |
| 温度设定范围(℃) | 50-600 | 50-600 | 50-600 |
| 逆变频率(kHz) | 4 | 4 | 4 |
| 加热阶段 | 2 | 2 | 2 |
| 温度缓升缓降控制 | 有 | 有 | 有 |
| 存储焊接规范数 | 20组 | 20组 | 20组 |
| 压头精度 | ±0.01mm | ±0.01mm | ±0.01mm |
| 温控精度 | ±3% | ±3% | ±3% |
| 产品最小间距 | Pitch≥0.01mm | Pitch≥0.01mm | Pitch≥0.01mm |
| 产品最大尺寸 | 80mm | 80mm | 80mm |
| 热电偶 | E型或K型可选 | E型或K型可选 | E型或K型可选 |
| 压力范围 | 1-100 | 1-100 | 1-100 |
| 焊头行程 | 0.1-20 | 0.1-20 | 0.1-20 |
| 外形尺寸(mm)(L*B*H) | 435*185*320 | 435*185*320 | 460*400*300 |
| 重量(kg) | 15 | 20 | 33 |
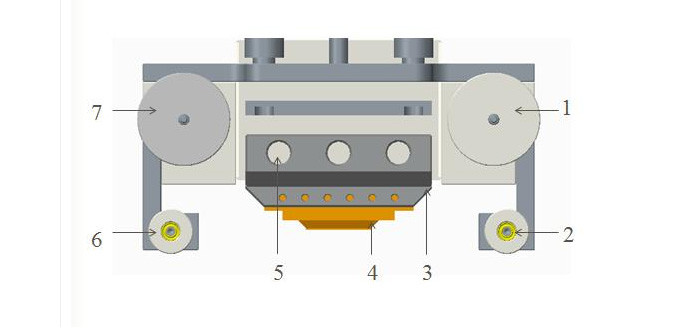
热压熔锡焊接的原理是先把锡膏印刷于电路板上,然后利用热将焊锡融化并连接导通两个需要连接的电子零组件。通常是将软板焊接于PCB上,如此可以达到轻、薄、短、小目的。另外还可以有效降低成本,因为可以少用1~2个软板连接器。
一般的热压熔锡焊接热压机,其原理都是利用脉冲电流流过钼、钛等具有高电阻特性材料时所产生的焦耳热来加热热压头,再藉由热压头加热熔融PCB上的锡膏以达到焊接的目的。既然是用脉冲电流加热,脉冲电流的控制就相当重要,其控制方法是利用热压头前端的电热偶线路,反馈实时的热压头温度回电源控制中心,藉以控制脉冲电流的讯号来保证热压头上温度的正确性。

热压熔锡焊接原理图
1. 控制热压头与待压物之间的间隙。热压头下降到待压物时,必须与待压物完全平行,这样待压物的受热才会均匀。一般的做法是先松开热压头锁在热压机上的螺丝,然后调成手动的模式,将热压头下降并压住待压物时,确认完全。
2. 接触后再把螺丝锁紧,最后再抬起热压头。通常待压物为PCB,所以热压头应该压在PCB上,最好找一片未上锡的板子来调机比较好。
3. 控制待压物的固定位置。一般的待压物为PCB及软板,需确认PCB及软板可以被固定于治具载台上,同时需确认每次下压HotBar时的位置都是固定的,尤其是前后的方向。没有固定的待压物时容易造成空焊或是压坏附近零件的质量问题。为了达到待压物固定的目的,设计PCB及软版时,要特别留意增加定位孔的设计,位置最好在熔锡热压的附近,以避免下压时FPCB移位。
4. 控制热压机的压力。
5. 是否需添加助焊剂?可酌量添加助焊剂以利焊接顺利。当然,可以不加就达成目标最好。
深圳市邦企创源科技有限公司恒温设备专业制造商-易拓(ETOOL)成立于2008年,专业致力于真空热压机智能装备的研发、设计、生产、销售和服务为一体的技术...